使用后的切削液怎么处理
鑫山环境:CNC产品精密加工过程中切削液变质发臭或者随着成分的流失变成废液后,直接排放,是以前机加工行业中常见的现象。但随着国家对环保的重视,废切削液废水处理就成了大家关注的问题。那么使用后的切削液该怎么正确处理呢?
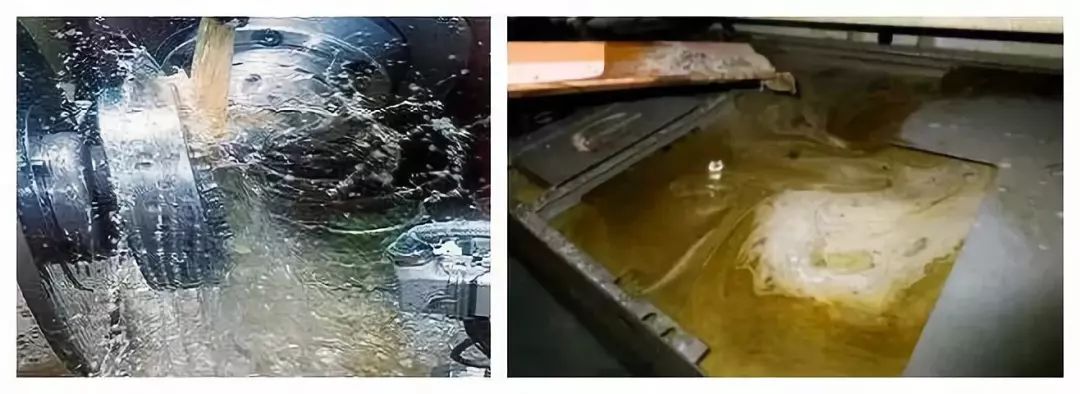
切削液变质产生废水废液的主要原因是什么?
(1)机床使用的润滑油泄露入侵切削液,使切削液乳化变色 分层 浑浊 粘稠,主要性能指标下降而变成废水废液。
(2)切削液在使用过程中各组分消耗并不均衡,造成部分性能指标迅速下降而变成废水废液,添加原液也不能恢复性能指标。
(3)细菌入侵并大量繁殖,切削液有效组分迅速分解,切削液产生恶臭气味,切削液分层 浑浊,性能指标迅速下降而变成废水废液。
(4)切削液在使用时在高温和空气中氧的作用下,部分添加剂氧化变质,造成性能指标下降而变成废水废液。
废弃切削液如何处理?
大家对于传统的切削液处理方式应该都不陌生,但是什么时候可以自己处理,而什么时候送往第三方处理才是划算的呢?
如果机加工企业每个月产生切削废液的量比较小的话,可以送往第三方环保企业处理,如果废液产生量大的话还是建议直接引进设备来自行处理。
目前一般企业常采用:离子更换法、生化法、监析法、凝聚法、重力分离法、沉演法、爆气法、电解法、气浮法等进行处理。经过调研,可以采用气浮、监析、凝聚、电解综合方法进行处理。
(1)破乳、凝聚
将废切削液送人破乳槽,按废切削液体积的1%-3%。投加氯化钙,搅拌3min-5min后,再按废切削液体积的0.5%投明矾继续搅拌2min,静沉淀20min,此时浮油浮渣将浮在水面,用刮油装置将上浮物全部刮出。其中加氯化钙、明矾,主要是这些物质是一种低分子的活性盐,而且是一种电解质,能破坏乳化油珠的水化层,中和油珠的电性,使油珠颗粒互相聚合,起到油水分离的作用。
(2)电解、气浮
由电解和气浮槽两部分组成,电解装置采用小极距高流速的旋转电极,阳极选用筒状的铝电极,阴极用不锈钢电极,中间用绝缘材料保持恒定的间距。废切削液经电解后,可进一步帮助凝聚,同时也可气浮分离。此时钙、钠和铝离子还能置换废乳化液中的钙、钠、胺等,又净化了水质。
(3)过滤
过滤柱装石英砂,对进一步去除悬浮物,降低COD有很大好处,效果明显。
(4)活性碳吸附
废切削液经过前几步处理后,废水中的油脂和化学需氧量都大大去除,水已澄清,但水中还存在一些水溶性表面活性剂、防锈剂,如要去除这些物质,进一步降低COD标准,活性碳是比较理想的吸附材料。

官方微信